产品外观图案为什么容易掉色?为什么贴花总是起翘、刮花?有没有一种办法,让图案、文字、纹理与外壳在出模那一刻就“融为一体”,既好看又耐用?这正是 IML(In-Mold Labeling/模内贴标)注塑工艺要解决的问题:把经过印刷与预处理的薄膜/标签放入模具,依靠熔融树脂的压力与温度,在一次注射循环中完成装饰与成型,让成品“天生自带外观与保护层”。
一、IML是什么:与IMD、FIM有何不同?
IML(In-Mold Labeling):先把印刷好的薄膜/标签置入模腔,通过静电、真空或机械治具定位,合模后注塑。薄膜与基体树脂在界面处形成物理嵌合或分子级结合,出模即成品。常见于家电外壳、电子面板、食品包装容器等。
IMD(In-Mold Decoration)卷对卷模内装饰:装饰膜以带材形式连续送入,成型后再撕去载体,留下油墨与功能层,适合大批量、图案频繁换位的场景,如3C面板、汽车内饰条。
FIM(Film Insert Molding,也称INS/IMF):装饰膜先热成形为三维曲面,再放入模具注塑背注,适用于深曲面、复杂造型面板。
三者并非对立,而是按产品形态、产量与外观要求选型;IML以其一次成型、工序简化的优势,在“看得见的品质”与“经久耐用”之间取得平衡。

二、从材料讲起:薄膜、油墨与基体树脂的“相容性”
基体树脂:常用 PP、ABS、PC、PC/ABS、PS、PMMA、PA 等。选材要考虑流动性、尺寸稳定、耐热与化学兼容。
装饰薄膜:
PP/PET/PC 基膜最常见;厚度通常在 0.1–0.5 mm。
表面经电晕/等离子处理以提高附着力,可带**硬涂层(Hard-Coat)**增强耐刮擦、抗化学。
油墨与功能层:常用反向印刷(墨层位于薄膜背面,出模后从外观看不到油墨裸露),并可叠加**消光、金属纹、微透光、抗指纹(AF)、防眩(AG)、防反射(AR)**等功能层。
相容与回收:若基膜与基体树脂同材(如PP容器+PP标签),成品更易回收再生,减少分选难度。
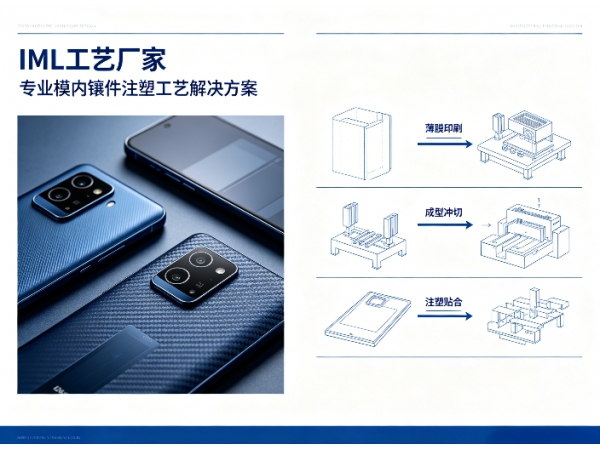
三、标准工艺流程:一次成型的“协奏曲”
图文设计与制版:根据浇口、顶针、筋位布置留出“无图区”;考虑收缩与包边,提前做尺寸补偿。
印刷与后处理:丝印/胶印/数码印刷后,进行硬涂层、烘干固化;必要时做热成形/预成形以适配曲面。
冲切与定位:按产品外形冲切,预留定位孔、倒勾、包边等结构,便于模内固定与防位移。
上模定位:采用静电吸附、真空孔、机械夹治具等方式,装饰膜与型腔精准贴合。
注射成型:合模—注射—保压—冷却—顶出。熔体把薄膜背面与基体“焊合”。
在线检测与下件:CCD对位、外观抓拍;必要时做翘曲与应力快速筛检。
四、关键参数与“窗口”控制
料温/模温:在保证流动的同时,兼顾薄膜耐热极限。常见组合如:
PP:料温 190–230 °C,模温 30–50 °C;
ABS:料温 220–260 °C,模温 50–70 °C;
PC/PC-ABS:料温 260–300 °C,模温 70–110 °C。
实际以树脂牌号与薄膜耐热等级为准。
注射速度:中高速度有利于熔体迅速“铺展”薄膜背面,降低熔接痕与流痕。
保压/保压时间:确保界面贴合与尺寸稳定,一般取注射峰压的50–80%,避免过度内应力。
背压与塑化:控制剪切热,防止油墨层被冲刷或形成色带。
排气:在薄膜边缘与筋位设微细排气,避免气体压缩形成烧焦或气纹。
定位可靠性:静电电压/真空负压要稳定;多腔模需对位均一性验证,防止个别腔偏移。
五、模具与结构设计:让“好看”与“好做”同时成立
浇口方案:热流道+潜伏浇口/薄膜边缘扇形浇口常见;避免浇口直冲油墨层;图案中心尽量避开熔接线。
膜袋与压边:在型腔做浅凹膜袋,配合压边筋/真空孔,让薄膜紧贴不窜动。
顶出系统:优先选气顶/推板/套筒顶出,减少顶针点在可视面留下应力白或亮斑。
拔模斜度与R角:装饰膜拐角处加大R角与斜度,避免拉伸过量导致开裂或白化。
表面纹理:镜面、细皮纹、拉丝纹需兼顾硬涂层相容性与脱模;雕刻深纹前做样片验证。
多材一体:若需局部透光(指示灯/图标背光),在薄膜设计做开窗/半透油墨并与浇口、筋位错开。
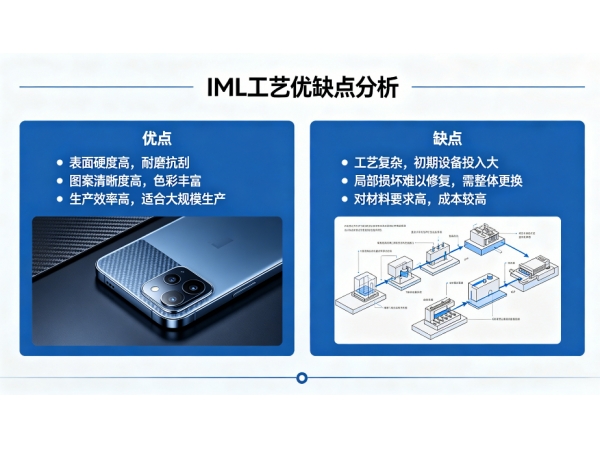
六、IML的优势:把品质放在源头
一次成型、减少工序:省去喷涂、热转印、移印等后续环节,缩短交期。
耐刮耐化学:硬涂层与反向印刷保护图案,常见百格/酒精/橡皮/钢丝绒测试表现优于表面印刷。
高一致性:颜色、纹理在模内固化,批次一致;CCD对位保证图案精准。
复杂视觉效果:金属拉丝、珠光、渐变、局部透光、3D纹理等在膜上实现,模外无需追加工。
环保友好:可减少溶剂型喷涂带来的VOC;同材体系利于回收。
与传统喷涂/丝印相比,IML更适合中大批量、外观要求高、耐候与耐磨要求高的产品;对于极小批量或超低成本场景,传统工艺依然有性价比。
七、常见缺陷与快速排查
起翘/翘边:定位力不足、模温偏低、膜未贴实或包边尺寸不足;优化真空孔位置、提高模温、加压边筋。
气泡/气纹:薄膜与型腔间残留空气未排出;加强薄膜边缘微排气与浇口充填平衡。
油墨冲刷/拖影:注射速度过猛直冲图案、料温过高或流向设计不当;改浇口方向、调速并加导流。
银纹/流痕:树脂含水、熔体剪切过度;充分烘料、降低螺杆转速与背压。
应力白/龟裂:顶出集中、拔模斜度小或硬涂层脆裂;优化顶出方式、增大R角与斜度。
对位偏差:装片治具一致性差、静电吸附衰减;定期校验电压/真空,导入CCD对位闭环。
色差:不同批次薄膜/油墨与树脂热史差异;建立色母/油墨管理与来料留样制度,按ΔE控制。
八、工艺变型与功能升级
3D曲面FIM:薄膜先热成形再背注,适配大曲率面板,如车载中控、家电弧面面板。
功能层叠加:在膜上集成触控电极、导电网格、NFC/RFID,实现“外观+交互+识别”一体化。
光学外观:AR/AG/AF与微结构纹理结合,兼顾防眩与清晰度,提升高端面板质感。
可持续方案:单一材质(如PP/PP)、水性油墨、可拆解设计,面向循环经济。
九、产线与自动化:让良率与效率同步
自动上片:机械手+真空吸盘/电吸治具,减少手汗与粉尘带入;上片位离型纸防尘。
在线清洁:离子风+滚刷/粘尘,降低颗粒导致的麻点与压印。
CCD对位与缺陷识别:在关模前对位;出模后视觉检查划伤、异物与偏移。
换型柔性:治具与程序“快换”,同模多图的版面规划减少停线。
OEE管理:节拍、良率、停机原因可视化;对膜材损耗率单独核算,避免隐形成本。
十、可靠性与验证:让“好看”经得起时间
机械类:跌落、扭曲、顶针应力点复检;钢丝绒耐刮、铅笔硬度、百格附着(适用于IMD/喷涂层)。
环境类:冷热冲击、湿热、紫外加速老化、盐雾(若有金属化装饰)。
化学类:酒精、汗液、清洁剂、护手霜、汽油/柴油接触(按应用场景)。
光学类:雾度、透过率、反射率、炫光等级(对显示/背光窗口)。
尺寸与外观:收缩补偿、翘曲度、浇口白化、表面波纹。建立首件认可与更改评审机制。
十一、成本结构与商业考量
一次性投入:模具、热流道、定位治具、CCD与自动化;复杂曲面需要FIM热成形模。
单件成本:树脂+薄膜(硬涂层与功能层会抬升单价)+加工费用;量越大越摊薄版费与治具成本。
与喷涂对比:IML减少喷涂线、烘房、环保治理与人工,但对前端设计、制版与膜材品质更敏感。
供应链协同:薄膜供应商、印刷商、模具厂与成型厂协作越紧密,良率与交期越可控。
十二、落地路径:从概念到量产的务实清单
立项与DFM:围绕浇口、顶出、无图区、透光区、包边与R角做可制造性评审。
小批打样:验证图案对位、界面结合、应力与外观,尽早暴露风险。
模具试量产(T0/T1/T2…):逐步收敛参数窗口,建立缺陷库与对策库。
验证与承认:按产品规范完成全项可靠性;颜色与纹理建立客观量化指标与留样章程。
量产爬坡:完善SOP、点检表、膜材来料检验标准;导入SPC监控关键尺寸与良率。
结语:把“外观价值”铸进结构,把“耐久”写进分子层
IML注塑工艺的魅力在于——把装饰、保护与结构一次完成。它让产品在出模一秒钟就拥有既定的色彩、纹理与功能层,并在长期使用中保持稳定。对于追求外观一致性、耐刮耐化学、环保与效率的制造企业而言,IML既是工艺选择,也是管理方式:前端设计更严谨,供应链配合更紧密,过程控制更数据化。