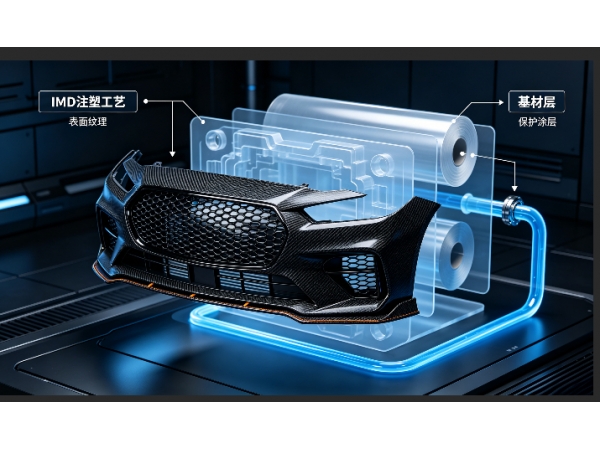
注塑膜内成型工艺(In-Mold Forming, IMF 或称为 IMD/IML)是一种将薄膜装饰或功能层与塑料注塑件一次成型结合的先进制造工艺。以下是完整的 注塑膜内成型工艺流程,按照标准工业生产步骤进行详细说明:
一、流程总览
注塑膜内成型工艺主要分为 前段制膜准备 → 模内成型 → 成品检测与后处理 三大阶段。
核心环节包括:印刷、成型、修边、模内注塑。其目的是在塑料件成型的同时完成表面装饰或功能集成。
二、详细工艺流程步骤
1. 膜材印刷(Printing)
目的: 在透明或半透明薄膜(如PC、PET、PMMA)上印刷所需图案、标识或功能层。
工艺说明:
使用丝网印刷、移印或数码喷墨技术;
印刷内容包括:彩色图案、LOGO、功能油墨(遮光、导电、背光等);
需使用耐高温油墨,防止注塑过程中的热变色或脱落;
印刷后进行烘烤固化,确保附着牢度与耐化学性。
关键控制点:
油墨厚度均匀;
定位精度±0.1mm;
附着力达百格测试0级。

2. 干燥固化(Drying & Curing)
目的: 去除膜材中的溶剂与水分,增强印刷层稳定性。
工艺参数:
温度:80–120℃;
时间:30–60分钟;
干燥后需在洁净环境中冷却、储存,防止灰尘附着。
注意事项:
若干燥不充分,后续注塑时易产生气泡、银丝、脱层等缺陷;
不可叠膜堆放,需隔层存放。
3. 成型(Thermoforming / High Pressure Forming)
目的: 将印刷膜材预成产品所需的三维曲面。
方式:
真空成型(Vacuum Forming): 适合中低曲面;
高压成型(High Pressure Forming, HPF): 适用于复杂曲面;
热压成型(Thermo Compression): 适合平面或小曲面件。
主要参数:
加热温度:130–170℃(视膜材而定);
成型压力:3–10 MPa;
成型时间:2–6 秒。
关键点:
成型均匀无拉裂;
图案拉伸变形在可控范围内(一般小于8%);
成型后需冷却定型再修边。
4. 修边冲切(Trimming & Punching)
目的: 去除膜材多余部分,使尺寸与模具腔体匹配。
方式:
冲切模具、激光切割或刀模修边;
公差控制在 ±0.1mm;
修边后检查边缘无毛刺、无裂口。
5. 贴膜/模内定位(Positioning in Mold)
目的: 将成型膜材准确放置在注塑模具内的指定位置。
定位方式:
真空吸附;
静电吸附;
机械定位(销钉、定位槽);
自动上膜机械手。
要求:
定位精度高,避免图案偏移;
膜面与模腔紧贴,防止注塑时产生气泡。
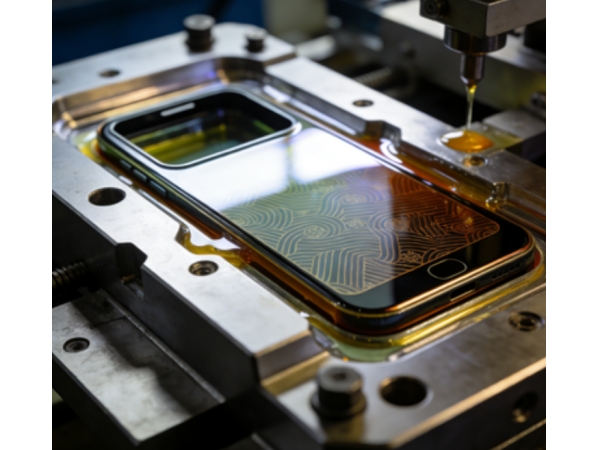
6. 注塑成型(Injection Molding)
目的: 将熔融树脂注入模腔,使薄膜与基材熔合为一体。
常用材料:
基材:PC、ABS、PC+ABS、PMMA;
温度:230–280℃;
模温:70–100℃;
保压:60–90MPa。
注意事项:
控制注塑速度与压力,防止膜材移位;
模具排气良好,防止银丝与气纹;
熔融界面需充分融合,避免分层。
7. 冷却与脱模(Cooling & Demolding)
目的: 使成型件冷却固化后脱模,保持表面完整。
操作要点:
冷却时间视产品厚度与模温而定;
顶出方式采用气顶或大面积推块,防止表面顶白;
不可使用硬顶针直接接触膜面。
8. 后处理与检验(Post-Processing & Inspection)
检测内容:
外观检查:无气泡、皱纹、白边、偏位;
尺寸检测:符合图纸要求;
附着力测试(百格法);
耐磨性(钢丝绒/硬度3H以上);
耐化学性(酒精、汗液、化妆品测试);
环境可靠性(高温、湿热、紫外老化)。
后处理:
若为功能膜(如触控、背光),需进行导电层测试;
通过UV固化或二次硬化可进一步提升表面耐刮性。
三、典型流程简图
印刷 → 干燥固化 → 成型 → 修边 → 模内定位 → 注塑成型 → 冷却脱模 → 检验包装
四、工艺控制重点总结

注塑膜内成型工艺是一种集 设计美学、功能集成与高效生产 于一体的现代制造技术。
通过对各工艺环节的精确控制,它不仅能实现高质量外观效果(如金属质感、渐变、镜面、透光符号),还能兼顾结构强度与环保性能。
随着智能制造与自动化设备的发展,IMD/IML类膜内成型工艺已成为电子、汽车、家电行业中外观件升级的主流方向。