同样是塑料外壳,为什么有的纹理细腻、图案不掉色,还耐刮耐汗,而有的用不了多久就磨花、起皮、掉漆?很多时候差距不在材料本身,而在表面装饰方式。IML注塑工艺(In-Mold Labeling,模内贴标)把装饰膜片在注塑时直接与塑件融合,让图案、纹理、局部高光或哑光效果“长”在产品上,外观与耐用性更稳定,也更适合规模化量产。
一、IML注塑工艺是什么:不是贴上去,而是融进去
IML的核心逻辑很直白:
先把印好图案的薄膜/标签放进模具指定位置 → 合模 → 熔融塑料注入 → 薄膜与塑料在高温高压下贴合并形成一体 → 开模取件。
因此它和喷涂、电镀、丝印这些“后段表面处理”不同,IML更接近“成型即装饰”,减少后工序,也降低了涂层脱落、色差、附着力不良等风险。
常见的三种相关概念容易混淆:
IML(模内贴标):预制标签/装饰膜放入模内,注塑后与制件贴合为一体。
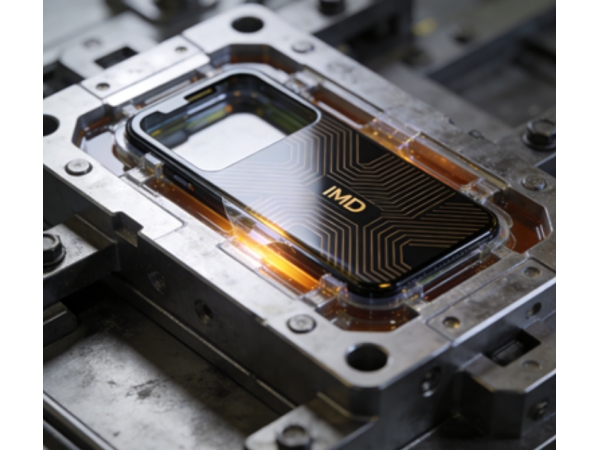
IMD(模内装饰):更偏装饰膜整体转印与复合,很多行业会把IML/IMD统称“模内装饰”。
INS(In-mold decoration / In-mold labeling 的某些体系):有些厂商会按自家材料体系命名,工艺本质仍围绕模内膜片复合。
不必纠结叫法,导入时重点看:膜片结构、定位方式、成型窗口、以及最终外观与可靠性指标。
二、为什么IML越来越常见:外观、耐用和效率的平衡
1)外观一致性好
IML的图案来自膜片印刷,色彩饱和度与重复性更高;纹理也可通过膜片表面微结构实现,更容易做到“看上去高级”的细节。
2)耐磨耐汗、抗化学性更稳定
图案通常被保护在膜层内部或表面保护层下,相比外喷漆更不容易被刮伤、被汗液或清洁剂侵蚀。
3)减少后段工序,利于规模量产
喷涂、烘烤、丝印、贴膜等后工序减少,节拍更可控,良率也更容易通过过程控制提升。
4)可做局部效果与功能集成
比如局部亮面/哑面、金属质感、渐变、透光窗口、背光符号、触控区域标识等,都能在膜片设计阶段实现,产品“结构+外观+功能”协同更强。
三、IML注塑的典型流程:从膜片到成品的关键环节
1)膜片设计与结构选择
IML膜片一般包含:基材层(如PC、PET等)+ 印刷层 + 保护层(视方案而定)。
设计时要明确:
图案是否需要透光/遮光
是否需要金属质感、磨砂、细纹、触感涂层
耐磨等级、酒精/汗液/清洁剂测试要求
成型后是否允许轻微拉伸变形(图案会随膜片拉伸产生形变)
2)印刷与后处理
常见印刷方式有丝印、胶印、数码等。重点控制:
色彩一致性(色差标准、批次管理)
油墨与基材的附着力
烘干/固化条件
以及后续成型温度下的耐热性与挥发物控制(避免成型后起泡、银纹)
3)裁切与定位
膜片需要冲切成型并保证定位精度。定位方式常见有:
机械定位孔/定位槽
静电吸附/真空吸附(与模具配合)
机器人抓取+视觉定位(适合复杂曲面或高精度图案对位)
定位不稳会直接带来:偏位、褶皱、边缘翘起、图案跑位等一系列问题。
4)模内放置与合模
膜片放入后,模具通常需要设计:
真空孔/排气结构,保证膜片贴合
防止膜片在合模与注射冲击下位移
边缘压紧结构,避免卷边或飞边夹膜
5)注塑成型与冷却脱模
成型窗口会受到:
料温、模温、注射速度、保压压力、保压时间
浇口位置与剪切
以及制件壁厚与冷却效率影响
IML对工艺的敏感点在于:膜片是额外变量,它既会改变流动,也会影响排气与冷却,应把它当成“系统的一部分”来调参。
四、材料与产品结构怎么选:决定了上限
1)基材膜片:PC、PET等各有侧重
PC膜:耐热性与成型适配性较好,适合要求较高的装饰与可靠性场景。
PET膜:尺寸稳定性较好,成本有优势,但耐热窗口与复合体系需严格验证。
具体要看成型温度、制件使用环境、以及你选用的油墨/胶层体系。
2)注塑树脂与膜片的“相容性”
树脂常见如ABS、PC/ABS、PC、PMMA体系等。要重点评估:
粘结强度(剥离/百格/冷热冲击后是否起翘)
收缩差异(收缩不匹配会引起翘曲、边缘应力、局部起泡)
热老化后外观变化(发黄、雾化、纹理变化)
3)结构设计:别让膜片去“硬扛”复杂拉伸
IML更适合相对平缓的曲面与可控的拉伸区域。
曲率变化太剧烈、深腔、锐角过多,会增加褶皱与图案变形风险。
边缘倒角、过渡圆角、合理的壁厚梯度,能显著提升良率。
如果产品必须大曲面,可考虑在膜片成型前做预成型(热成型)或优化图案排版补偿变形。
五、模具与设备要点:好工艺离不开“好控制”
1)模具排气与真空系统
IML常见缺陷很多都与空气排不出去有关:
膜下气泡、银纹、白雾、局部不贴合
因此模具排气槽、真空孔分布、真空密封与维护非常关键。
2)浇口与流动设计
注射冲击会推动膜片位移,浇口位置和注射速度需要兼顾:
让熔体均匀推压膜片贴合,而不是“冲起一角”
避免在图案关键区域形成熔接痕、流痕、雾影
3)温控与节拍
模温波动会影响粘结与外观,尤其是光面件更敏感。
建议把模温当成“关键工艺参数”管理,而不是随手调。
六、常见缺陷与对策:IML量产最常遇到这些问题
1)膜片起皱/褶皱
原因:膜片定位不稳、曲面拉伸过大、真空吸附不足、合模夹紧不均。
对策:优化定位、增加真空吸附点、调整膜片预成型、改圆角过渡、降低注射冲击。
2)偏位、对不准(图案跑位)
原因:裁切尺寸波动、放片精度不足、热变形、注射推移。
对策:视觉定位与基准统一、控制膜片批次尺寸、优化浇口与注射速度曲线。
3)起泡、白雾、银纹
原因:排气不足、膜片挥发物/水分、料湿、剪切过大。
对策:强化干燥与烘烤、优化排气与真空、调整料温与注射速度、改善材料洁净度。
4)边缘翘起、贴合不牢、剥离
原因:材料相容性差、模温不足、保压不够、边缘结构压紧不足。
对策:换复合体系或表面处理、提高模温与保压、优化边缘压紧与胶层设计。
5)表面刮伤、压痕、雾影
原因:脱模摩擦、模面不洁、搬运与周转不当。
对策:改善脱模斜度与顶出方案、模具镜面维护、周转防护与工位防尘。
七、IML适合哪些产品:哪些场景更有优势
消费电子外壳:耳机仓、路由器面板、遥控器、键盘装饰件
家电面板与装饰条:耐清洁、耐磨、外观一致性要求高的部件
汽车内饰装饰件:局部纹理、标识、耐汗耐磨需求明显
医疗与工业设备面板:需要耐化学清洁与长期外观稳定
如果产品强调“外观高级+耐用+批量一致性”,IML往往是优先候选方案之一。
IML的成本结构通常是:膜片材料与印刷成本 + 模具/设备(含真空、自动化放片)投入 + 过程良率。
它能抵消的成本则是:喷涂/丝印/贴膜等后工序、返工报废、以及后段品质波动带来的隐性成本。
导入建议按三步走:
先定义标准:外观标准、耐磨/耐化学、冷热冲击、UV老化、色差范围、图案对位公差。
打样验证“体系”:膜片基材+油墨+树脂+成型窗口是一个整体,别只换一个变量就下结论。
量产前做边界测试:温湿度、材料批次波动、模温波动、放片偏差等边界条件要覆盖,否则小问题会在量产放大。